
gmp系统,什么是GMP系统?
时间:2024-10-23 来源:网络 人气:
什么是GMP系统?
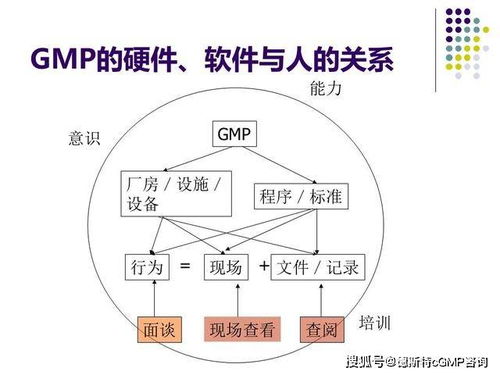
GMP系统,即良好生产质量管理规范(Good Manufacturing Practices),是一套确保药品生产、包装、储存和分发过程中产品质量和安全的国际标准。它起源于20世纪60年代的美国,旨在通过规范化的管理体系,减少药品生产过程中的风险,确保消费者用药安全。
GMP系统的起源与发展

GMP系统的起源可以追溯到1962年美国发生的“反应停”事件,该事件导致数千名婴儿出生时出现严重的缺陷。为了防止类似事件再次发生,美国食品药品监督管理局(FDA)于1963年发布了GMP指南。随后,GMP系统在全球范围内得到推广和应用,成为制药行业的重要标准。
GMP系统的六大系统
根据GMP的要求,制药企业需要建立和实施六大系统,以确保产品质量和安全。以下是GMP系统的六大系统及其作用:
1. 质量系统(Quality)
质量系统是GMP的核心,旨在建立药品质量管理体系并使之有效运行。主要工作包括供应商管理、产品回顾、偏差及变更管理、用户投诉管理、不合格品管理、退货及召回、验证等。
2. 实验室系统(Laboratory Control)
实验室系统负责确保人员及仪器设备的匹配性、负责仪器的校验和维护、标准品和对照品的管理、分析方法的验证和确认、稳定性检测、质量标准和方法的制定、样品及物料的检验、OOS的调查等。
3. 生产系统(Production)
生产系统主要工作是工艺规程的制定、按工艺要求组织生产、完成相关的生产记录(批生产记录、清洁及清场记录、设备使用日志等)、做好设备的状态标识、做好设备的使用及维护、完成偏差的调查等。
4. 物料系统(Materials)
物料系统主要工作是做好物料的初步验收、做好各类标识、确保物料按贮存条件分区存放、负责物料的请验、物料的发放以及不合格物料的隔离等。
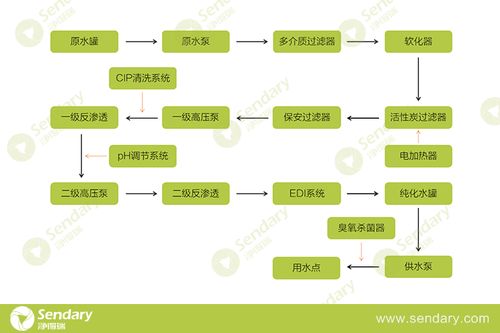
5. 设施及设备系统(Facilities and Equipment)
设施及设备系统主要工作是设备的管理、厂房的清洁及维护、设备的安装确认、设备的运行等。
GMP系统的重要性
GMP系统对于制药行业具有重要意义,主要体现在以下几个方面:
1. 提高药品质量
通过实施GMP系统,制药企业可以确保药品生产过程中的每一个环节都符合规范,从而提高药品质量,保障消费者用药安全。
2. 降低生产风险
GMP系统通过规范化的管理体系,降低药品生产过程中的风险,减少因人为因素导致的药品质量问题。
3. 提升企业竞争力
实施GMP系统有助于提高制药企业的管理水平,提升企业竞争力,增强市场竞争力。
4. 促进国际合作
GMP系统是全球通用的标准,有助于促进制药行业国际合作,推动全球药品市场的发展。
GMP系统是制药行业的重要标准,通过实施GMP系统,制药企业可以确保药品质量,降低生产风险,提升企业竞争力,促进国际合作。因此,制药企业应高度重视GMP系统的实施,确保产品质量和安全,为消费者提供放心、安全的药品。
相关推荐



教程资讯
教程资讯排行









