
mrp物料管理系统,优化生产,提升效率
时间:2024-11-04 来源:网络 人气:
深入解析MRP物料管理系统:优化生产,提升效率
随着市场竞争的加剧,企业对生产效率和物料管理的需求日益提高。物料需求计划(MRP)物料管理系统作为一种先进的生产管理工具,已成为众多制造企业提升竞争力的关键。本文将深入解析MRP物料管理系统的功能、优势及其在企业管理中的应用。
一、MRP物料管理系统的定义与作用

物料需求计划(MRP)物料管理系统是一种基于计算机技术的生产管理工具,通过对企业内部物料需求进行预测、计划和控制,实现生产过程的优化。其主要作用包括:
提高生产效率:通过精确的物料需求预测,减少物料短缺和过剩,降低生产成本。
优化库存管理:合理控制库存水平,降低库存成本,提高库存周转率。
缩短生产周期:实现生产计划的实时调整,提高生产效率,缩短交货时间。
提高产品质量:确保生产过程中所需物料的质量,降低不良品率。
二、MRP物料管理系统的核心功能

MRP物料管理系统主要包括以下核心功能:
物料需求预测:根据历史销售数据、市场趋势和客户需求,预测未来一段时间内所需物料的种类和数量。
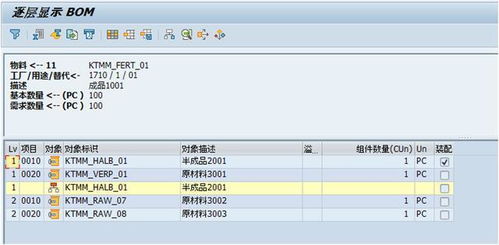
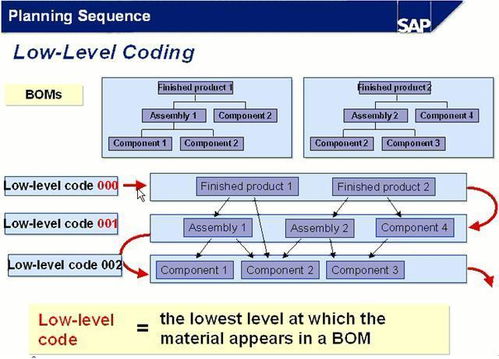
物料清单(BOM)管理:建立和维护产品结构,明确各物料之间的组成关系。
生产计划制定:根据物料需求预测和生产能力,制定生产计划,确保生产进度。
采购计划制定:根据物料需求和生产计划,制定采购计划,确保物料供应。
库存管理:实时监控库存水平,合理控制库存,降低库存成本。
生产进度跟踪:实时跟踪生产进度,及时发现并解决生产过程中的问题。
三、MRP物料管理系统的优势
MRP物料管理系统具有以下优势:
提高生产效率:通过精确的物料需求预测和生产计划,减少生产过程中的物料短缺和过剩,提高生产效率。
降低库存成本:合理控制库存水平,降低库存成本,提高库存周转率。
缩短交货时间:实现生产计划的实时调整,缩短交货时间,提高客户满意度。
提高产品质量:确保生产过程中所需物料的质量,降低不良品率,提高产品质量。
增强企业竞争力:通过优化生产过程和物料管理,提高企业整体竞争力。
四、MRP物料管理系统的应用案例
汽车制造行业:通过MRP系统,汽车制造企业能够精确预测市场需求,合理安排生产计划,降低库存成本,提高生产效率。
电子制造行业:MRP系统帮助电子制造企业实现物料需求预测和生产计划,提高生产效率,缩短交货时间。
食品加工行业:MRP系统帮助食品加工企业实现生产计划的实时调整,降低库存成本,提高产品质量。
MRP物料管理系统作为一种先进的生产管理工具,在提高生产效率、降低库存成本、缩短交货时间等方面具有显著优势。随着市场竞争的加剧,越来越多的企业开始关注并应用MRP物料管理系统,以提升企业整体竞争力。企业应充分了解MRP物料管理系统的功能、优势和应用案例,结合自身实际情况,选择合适的MRP系统,实现生产管理的优化。
相关推荐




教程资讯
教程资讯排行









