
mes系统物料管理,MES系统在物料管理中的应用与优势
时间:2024-11-13 来源:网络 人气:
MES系统在物料管理中的应用与优势
随着制造业的快速发展,物料管理在企业生产过程中的重要性日益凸显。MES(制造执行系统)作为一种先进的生产管理工具,在物料管理方面发挥着重要作用。本文将探讨MES系统在物料管理中的应用与优势。
一、MES系统概述
MES系统是一种面向生产现场的管理系统,它将生产计划、物料管理、质量管理、设备管理等功能集成在一起,实现对生产过程的实时监控和优化。MES系统具有以下特点:
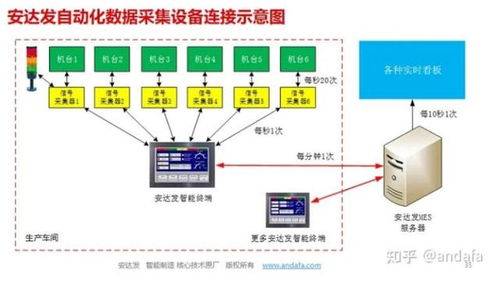
实时性:MES系统可以实时采集生产现场的数据,为管理人员提供准确的生产信息。
集成性:MES系统可以与其他系统(如ERP、SCADA等)进行集成,实现数据共享和协同工作。
可扩展性:MES系统可以根据企业需求进行扩展,满足不同生产场景的管理需求。
二、MES系统在物料管理中的应用

MES系统在物料管理中的应用主要体现在以下几个方面:
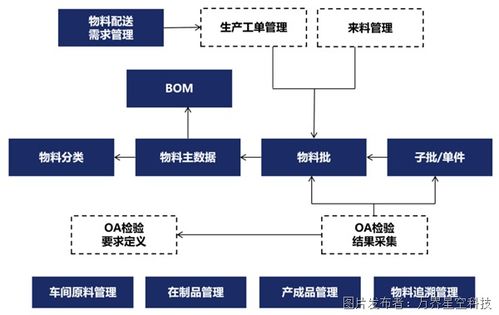
物料需求计划(MRP):MES系统可以根据生产计划、库存信息和物料清单(BOM)自动生成物料需求计划,确保生产所需物料及时到位。
物料跟踪:MES系统可以对物料从采购、入库、领用、生产到出库的全过程进行跟踪,提高物料管理的透明度。
库存管理:MES系统可以对库存进行实时监控,及时调整库存策略,降低库存成本。
质量管理:MES系统可以对物料质量进行监控,确保产品质量符合要求。
三、MES系统在物料管理中的优势

MES系统在物料管理中具有以下优势:
提高物料管理效率:MES系统可以自动生成物料需求计划,减少人工操作,提高物料管理效率。
降低库存成本:MES系统可以对库存进行实时监控,及时调整库存策略,降低库存成本。
提高产品质量:MES系统可以对物料质量进行监控,确保产品质量符合要求。
增强供应链协同:MES系统可以与其他系统进行集成,实现数据共享和协同工作,增强供应链协同。
四、结论
MES系统在物料管理中的应用,有助于企业提高生产效率、降低成本、提高产品质量和增强供应链协同。随着制造业的不断发展,MES系统在物料管理中的应用将越来越广泛。
MES系统、物料管理、生产管理、库存管理、质量管理、供应链协同
相关推荐




教程资讯
教程资讯排行









